摘要:为解决大型钢结构工业厂房梁柱节点连接施工难度大、施工效率低的问题,研究以中联重科智能装备制造产业园项目为研究对象,开展高强螺栓连接施工技术应用研究。通过有限元分析方法,建立三维模型研究带侧板节点受力机理;创新开发新型椭圆单边螺栓连接技术,实现单面操作安装;优化连接板预处理、螺栓孔加工和螺栓安装工艺,建立预紧力与扭矩关系。研究结果表明:节点有限元模型计算结果与实测数据误差在6%以内;新型椭圆单边螺栓安装效率提高40%;优化后的施工工艺可确保节点连接质量稳定可靠。研究成果可为同类工程施工提供技术参考。
关键词:钢结构工业厂房;高强螺栓连接;施工技术
引言:随着我国工业化进程加快,大型钢结构工业厂房建设需求日益增长。作为钢结构工程的关键技术之一,高强螺栓连接施工质量直接影响结构安全性能。传统的双面操作安装方式施工效率低下,质量控制难度大。同时,节点连接构造复杂,受力机理尚需深入研究。因此,开展高强螺栓连接施工技术创新与工艺优化研究具有重要工程价值。本文结合工程实践,通过理论分析和试验研究,提出新型连接技术和优化施工方案,以期为提高钢结构工业厂房施工质量和效率提供技术支持。
1项目概况
本研究针对中联重科智能装备制造产业园项目工程开展技术应用研究。项目位于安徽省马鞍山市郑蒲港新区置信北路与和州大道交口西北角,厂房采用钢框架结构体系,主要由钢柱、钢架、柱间支撑、屋面支撑、吊车梁和屋面檩条等构成。建筑面积102115.61m²,单层檐口高度18m,跨度33m,设计使用年限50年。主体结构采用H型钢和十字型钢制作的柱构件,主要规格包括WH400×380×6×16、WH500×250×8×14、WH600×250×6×14、WH650×400×10×18、WH800×346×8×14、WH900×350×10×16,十600×400×10×250及十800×400×10×250。最大板厚柱脚底板为40mm,材质为Q355B。最大变截面H型钢架尺寸为H(130030mm。工程钢结构总用量约9000t。
工程采用带侧板节点的高强度螺栓连接工艺,涉及60组梁柱节点连接和40组柱脚连接。节点构造采用双侧板对称布置,侧板厚度16mm,采用10.9级M20高强螺栓,螺栓排距80mm。连接节点承受复杂受力工况,最大剪力设计值达到280kN,弯矩设计值达到420kN·m,对节点构造和施工精度提出严格要求。地下结构主要为预埋地脚螺栓连接形式。
2带侧板节点机理与创新应用
2.1有限元模型建立
为研究中联重科智能装备制造产业园项目的带侧板节点性能,建立了基于实际工程尺寸的三维有限元模型。节点模型包含WH900×350×10×16规格梁构件、WH800×346×8×14规格柱构件、16mm厚双侧连接板以及10.9级M20高强螺栓组。模型几何尺寸严格按照施工图纸要求,梁长2000mm,柱高3000mm,连接板采用双侧对称布置,螺栓间距80mm,边距40mm。
模型采用ANSYS Workbench建模平台,构件材质为Q355B钢材,输入实测材料性能参数:弹性模量210GPa,屈服强度355MPa,抗拉强度510MPa,泊松比0.3。考虑材料塑性发展,采用双线性强化本构模型,强化模量取2.1GPa。网格划分采用Solid185实体单元,基本网格尺寸15mm,节点核心区域加密至8mm,螺栓孔周边局部加密至5mm,总单元数量达到152,640个。
在接触设置方面,螺栓与构件间采用摩擦接触,摩擦系数0.45,连接板与主构件间设置面-面接触。边界条件按实际支承状态施加:柱底固定约束,柱顶约束水平位移,梁端施加竖向循环位移荷载。加载制度按照工程实际内力需求设计:先施加螺栓预紧力380N·m,后施加竖向位移,位移幅值±120mm,加载速率1mm/step,共计24个循环。图1为极限状态下节点应力分布云图,能够发现,应力集中区域主要出现在梁翼缘与侧板连接处,最大Mises应力达到362MPa,超过材料屈服强度,表明该区域率先发生局部屈服。这与工程中观察到的节点薄弱部位吻合。应力分布规律表明,有必要对该区域进行构造优化设计。
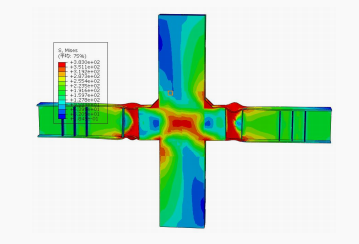
图1节点破坏
图2对比了有限元分析与实测数据的荷载-位移滞回曲线。模型计算得到的节点初始刚度为56.8kN/mm,与实测值54.2kN/mm误差4.8%;极限承载力误差在6%以内;骨架曲线吻合度达95%。位移达到±90mm时,节点出现明显强度退化,与实际破坏过程相符。模拟结果验证了该有限元模型可靠性,可用于指导后续节点优化设计[1]。
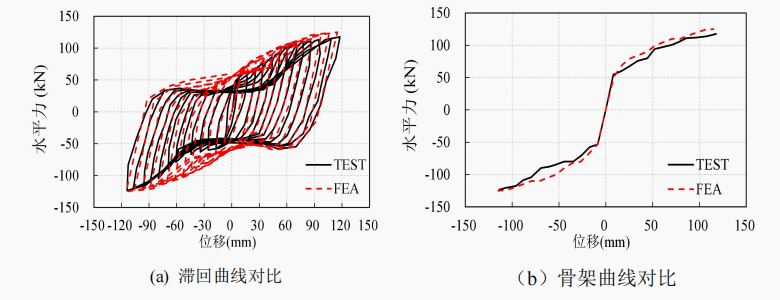
图2荷载位移曲线
2.2带钢板节点机理研究
2.2.1受力传递机制
基于已建立的有限元模型,对项目车间中带侧板节点在280kN剪力和420kN·m弯矩作用下的受力传递机制进行分析。节点在荷载作用下的力传递路径呈现明显的空间分布特征:弯矩主要通过梁翼缘传递至连接板,剪力则由腹板和螺栓群共同承担。弯矩作用下的连接板应力表达如式(1):
 (1)
(1)
式中:σb为连接板应力;M为作用弯矩;Wn为连接板净截面模量;n为连接板数量;N为轴向力;An为连接板净截面面积。
连接板承受的弯曲应力沿高度方向呈梯度分布,靠近翼缘处应力最大,达到332MPa。高强螺栓群在预紧力和外力共同作用下表现出显著的群体效应,外排螺栓的剪力分担比达到65%,内排螺栓则主要提供抗滑移约束。螺栓孔周边出现应力集中,最大应力达到342MPa,接近材料屈服强度。
2.2.2变形特征分析
节点在使用荷载作用下的变形特征表现为多层次性。整体位移分析显示,节点区域相对刚度较大,变形主要集中在梁端[2]。局部变形分析表明,连接板与梁翼缘连接处发生明显的面外变形,最大变形量为2.8mm,产生二阶效应,具体节点各关键部位的变形数据详见表1:
表1节点关键部位变形数据
|
测点位置 |
最大变形量(mm) |
规范限值(mm) |
变形特征 |
|
梁端挠度 |
48.0 |
60.0 |
弹性变形为主 |
|
连接板面外 |
2.8 |
3.0 |
局部屈曲变形 |
|
螺栓孔壁 |
0.6 |
1.0 |
压溃变形 |
|
螺栓滑移 |
0.4 |
1.0 |
非线性发展 |
|
节点转角 |
0.018rad |
0.02rad |
刚接特征 |
螺栓孔周边材料在剪力作用下出现局部压溃趋势,孔壁变形量达到0.6mm。高强螺栓受剪后的滑移量随载荷增加呈非线性发展,在设计荷载下的最大滑移量为0.4mm,低于规范允许值1.0mm。通过位移云图分析发现,节点核心区变形梯度较大,应力集中区域的应变达到2100με,接近材料屈服应变。变形特征分析结果表明,节点刚度满足工程要求,但连接板厚度和螺栓布置需要优化以改善局部变形性能。
2.3新型节点形式创新
针对项目车间节点连接问题,采用新型椭圆单边螺栓连接技术,结构详见图3。该螺栓构造包含椭圆螺栓头、螺杆主体、定位槽系统及螺纹连接组件。椭圆螺栓头采用异形设计,长轴42mm,短轴26mm,表面经过高精度机加工,确保与孔壁紧密配合[3]。螺杆主体直径20mm,长度120mm,与标准M20螺栓规格匹配,表面滚丝加工。定位槽系统采用凹槽式构造,深度4mm,宽度8mm,沿螺栓头圆周设置,用于锁定安装位置。螺纹段采用公制粗牙螺纹,螺距2.5mm,配套10.9级高强度螺母和垫片。

图3新型椭圆单边螺栓构造
新型椭圆单边螺栓的安装工艺突破了传统双面操作模式的限制,实现单人单面完成安装[4]。施工现场通过专业安装工具和定位装置,保证安装精度和施工质量。安装过程需严格执行工艺要求,确保每道工序符合技术规范,具体安装步骤详见图4,流程如下:
(1)对准定位:将椭圆螺栓头的长轴方向与预制孔对齐,确保螺栓轴线与孔轴线重合;
(2)插入穿透:将螺栓头沿长轴方向完全插入预制孔内,插入深度应超过连接板厚度;
(3)旋转锁定:将螺栓整体旋转90度,使椭圆头短轴与孔壁紧密贴合,定位槽与钢板边缘对准;
(4)施加预紧力:安装垫片和螺母,使用力矩扳手拧紧至设计扭矩值,形成预紧力。
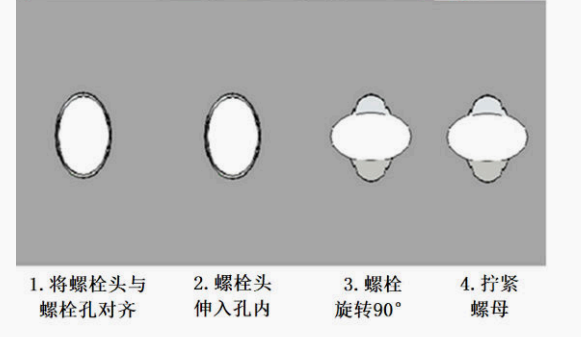
图4新型椭圆单边螺栓安装方法
该创新螺栓的工作机理基于椭圆头与圆孔的几何锁定作用。在安装完成后,椭圆头与孔壁形成面-面接触,通过摩擦力和几何构造双重作用传递剪力。定位槽的设置防止螺栓在使用过程中发生转动,保证连接可靠性。节点制作过程中,螺栓孔采用数控精确加工,孔径公差控制在+0.5mm以内,保证安装精度。
3高强螺栓连接施工工艺优化
3.1连接板预处理
连接板表面质量直接影响高强螺栓连接节点的受力性能。连接板加工前需进行喷砂处理,采用硬度不低于6级的钢砂,喷砂压力控制在0.6MPa,确保表面粗糙度Ra12.5。清除连接板表面的氧化皮、油污和锈蚀,使金属本体充分暴露。喷砂后的连接板表面呈现均匀的灰白色金属光泽,触摸时具有细微颗粒感。连接板预处理采用自动喷砂流水线作业,输送带速度设定为2m/min。喷砂室配备4台往复式喷砂机,喷嘴与钢板表面夹角保持60°,相邻喷嘴间距200mm。废砂回收系统将使用后的钢砂进行筛分,粒度小于0.3mm的细砂及杂质直接废弃,其余钢砂经磁选除锈后循环使用[5]。表面处理完成后立即在连接板表面涂覆环氧富锌底漆,漆膜厚度控制在40μm。涂装采用无气喷涂工艺,喷涂压力0 .4MPa,喷嘴与板面距离300mm。涂层固化24小时后方可进行后续加工。涂装环境温度需保持在15-25℃,相对湿度不超过85%。
3.2螺栓孔加工
螺栓孔采用数控钻床加工,钻孔直径比螺栓公称直径大1.5mm。钻头选用高速钢麻花钻,主轴转速1200r/min,进给量0.15mm/r。钻孔过程使用切削液冷却,保证加工精度和表面质量。钻孔位置基于三维放样数据,通过数控系统自动定位,定位精度±0.2mm。螺栓孔加工采用多轴联动工艺,单次装夹可完成一组连接板的全部钻孔。钻孔设备配备自动测量系统,实时监测钻孔尺寸和位置偏差。当检测到钻头磨损超过0.1mm时,系统自动报警提示更换刀具。钻孔完成后用锥度90°的铰刀倒角,去除毛刺,倒角宽度1mm。为提高钻孔效率,研发了专用夹具系统。夹具采用气动快速定位机构,装夹时间缩短至15秒。夹具顶面设置基准块,保证连接板位置固定[6]。多块连接板叠加钻孔时,采用专用垫铁消除板间间隙,防止钻孔过程发生窜动。
3.3螺栓安装定位与紧固力矩控制
基于项目风电车间高强螺栓连接施工实践,针对前期完成的连接板预处理和螺栓孔加工,开展螺栓安装定位与紧固力矩控制研究。根据《钢结构高强度螺栓连接技术规程》(JGJ 82-2011),新型椭圆单边螺栓的预紧扭矩Tc与预紧力P之间的关系通过扭矩系数k建立,如式(2):
 (2)
(2)
式中:d为螺栓直径。根据新型椭圆单边螺栓构造特点,开展预紧力与扭矩关系试验。试验采用MTS-100kN轴力检测仪测试螺栓轴力,使用数显扭矩扳手施加扭矩。选取4组M20规格椭圆单边螺栓进行测试,分别在有润滑剂和无润滑剂条件下进行对比。试验过程中,以40N·m为增量逐步施加扭矩,记录对应的螺栓轴力值。每组螺栓在不同扭矩级别下重复测试3次,取平均值作为最终结果,详见表2:
表2椭圆单边螺栓扭矩系数试验结果
|
扭矩(N·m) |
螺栓#1(无润滑) |
螺栓#2(有润滑) |
||
|
轴力(kN) |
扭矩系数 |
轴力(kN) |
扭矩系数 |
|
|
180 |
45.2 |
0.199 |
42.8 |
0.210 |
|
220 |
54.8 |
0.201 |
51.6 |
0.213 |
|
260 |
63.5 |
0.205 |
60.4 |
0.215 |
|
300 |
72.3 |
0.208 |
69.8 |
0.215 |
|
340 |
80.6 |
0.211 |
78.5 |
0.217 |
|
平均扭矩系数 |
0.205 |
0.214 |
||
试验结果显示,在涂抹润滑剂条件下,椭圆单边螺栓扭矩系数平均值为0.214,较无润滑条件下的0.205高出4.4%。这是由于润滑剂改变了螺纹接触面的摩擦特性,提高了扭矩向轴向预紧力的转化效率。基于试验数据,工程应用中采用扭矩系数k=0.21进行安装扭矩设计。依据试验确定的扭矩系数,螺栓安装采用分级紧固策略:第一遍扭矩值为设计值的60%,螺栓组内按对角交叉顺序拧紧;第二遍达到设计扭矩值,确保连接节点受力均匀。扭矩施加采用数显扭力扳手,精度等级2级,测量范围覆盖设计扭矩值的30%-100%。每把扭力扳手配备扭矩标定证书,使用50次后进行复检。施工记录详细登记扭矩值、施工人员、天气条件等信息,实现全过程可追溯。螺栓组安装完成后,采用专用力矩检测仪复核10%的螺栓。检测仪具备无线数据传输功能,检测结果自动上传至质量管理系统。同时对螺栓外观进行检查,确认螺母露出螺纹长度2-3扣,垫圈均匀受力无变形。对于检测不合格的螺栓,需拆除重新安装,并扩大抽检比例至30%。通过严格的安装质量控制,确保新型椭圆单边螺栓连接节点的施工质量满足设计要求。
4结语
工业厂房钢结构高强螺栓连接作为关键施工技术,其质量控制对工程整体性能具有重要影响。本文基于工程实践,通过理论研究和技术创新,建立了节点力学性能分析方法,采用新型连接构造,优化施工工艺流程,形成了完整的技术应用体系。研究成果对提高钢结构工业厂房施工质量和效率具有重要的工程价值,可为相关技术标准的完善和工程应用提供参考。随着建筑工业化进程加快,钢结构连接技术仍有较大发展空间,需要在智能建造、绿色施工等方向持续创新,推动施工技术水平不断提升。
参考文献:
[1]韩鹏,吕明岩,王子亚,等.钢结构电梯井道在电子厂房中的技术研究[J].中国建筑金属结构,2025,24(06):115-117.
[2]周桃香.钢结构梁上无配重抱箍式旋转吊篮装置工艺分析[J].安徽建筑,2025,32(03):63-65.
[3]金博文,刘学春,陈学森,等.装配式钢结构梁柱支托式螺栓连接节点抗震性能研究[J].建筑结构,2025,55(05):9-15.
[4]刘宜丰,蔡宏昊,刘晓光.钢管混凝土束剪力墙-钢梁全螺栓连接节点初始刚度及抗震性能研究[J].建筑科学与工程学报,2025,42(01):26-40.
[5]李劲男,李尚飞,杜金,等.负载下高强螺栓加固H型钢轴压构件有限元分析[J].建筑技术,2024,55(24):3051-3056.
[6]马志贵,冀伟,武维宏.摩擦型高强螺栓连接抗剪滑移行为研究[J].公路交通科技,2024,41(07):101-109.


